 Z cyklu DIY – jeżeli mamy już jakieś projekty za sobą zostaje mi i zapewne pozostałym majsterkowiczom duża ilość elementów SMD z prostej przyczyny – nie da się zamówić np. mniej niż 100 elementów danego typu. Z biegiem lat elementy się gromadzą i wpadłem na pomysł że warto było by zweryfikować swój zasób. I tak powstał projekcik liczarki komponentów SMD zamkniętych w rolkach.
Z cyklu DIY – jeżeli mamy już jakieś projekty za sobą zostaje mi i zapewne pozostałym majsterkowiczom duża ilość elementów SMD z prostej przyczyny – nie da się zamówić np. mniej niż 100 elementów danego typu. Z biegiem lat elementy się gromadzą i wpadłem na pomysł że warto było by zweryfikować swój zasób. I tak powstał projekcik liczarki komponentów SMD zamkniętych w rolkach.
Dla czego pakuje się elementy w rolkach? Przy produkcji przemysłowej elementy są kładzione za pomocą maszyny Pick&Place która pobiera każdy elemencik z wyznaczonego podajnika (feedera) a tam jest on zapakowa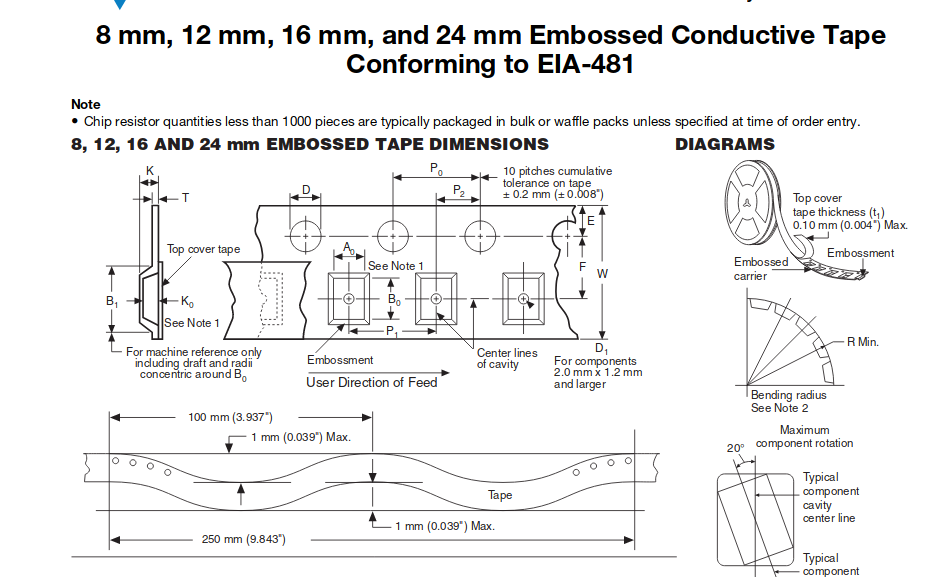 ny w taśmie. Dla innych komponentów są też inne opakowania ale moja maszynka ma za zadanie policzyć standardową taśmę o szerokości 8mm i grubości do 1,5mm. Do tego elementy zwykle nie są nawinięte na rolkach i ich liczba to max 2000 szt. Dla bardziej dociekliwych polecam zapoznać się z dowolną notą katalogową dla tego typu opakowań. Jest tam bardzo dużo parametrów … np. taki.
ny w taśmie. Dla innych komponentów są też inne opakowania ale moja maszynka ma za zadanie policzyć standardową taśmę o szerokości 8mm i grubości do 1,5mm. Do tego elementy zwykle nie są nawinięte na rolkach i ich liczba to max 2000 szt. Dla bardziej dociekliwych polecam zapoznać się z dowolną notą katalogową dla tego typu opakowań. Jest tam bardzo dużo parametrów … np. taki.
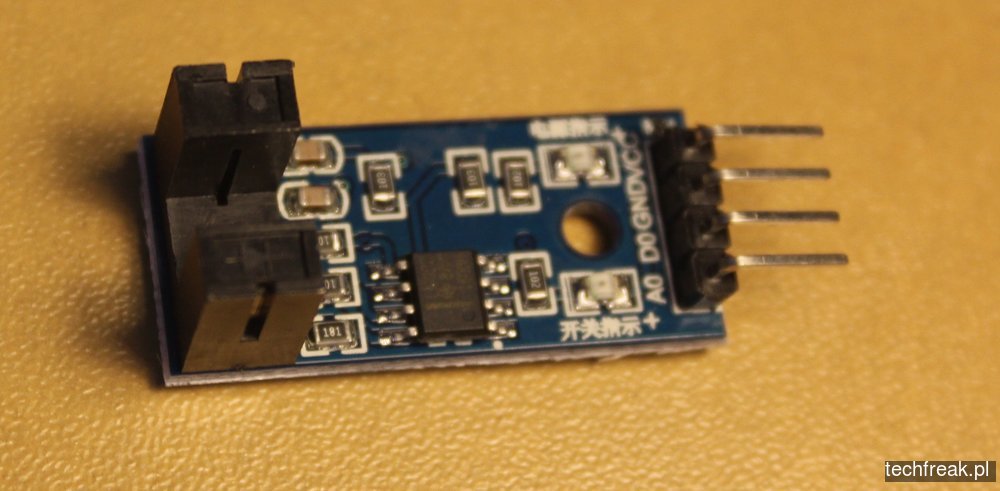 W ramach przegryzania tematu postanowiłem zakupić tanie rozwiązanie z półki tj licznik zdarzeń ze sklepu AVT – kit 3188. Posiada czytelny wyświetlacz „8” LED. Możliwość zliczania góra i dół. Do samego zliczania oczek w taśmie widocznej na zdjęciu użyłem sensora szczelinowego od Arduino. Po podłączeniu całości i pierwszej probie okazuje się że program zawarty w kicie wymaga odwrócenia logiki podawanego sygnału z sensora – tu sprawę załatwił tranzystor NPN BC547. Po dodaniu tego elementu licznik działa prawidłowa z uwagą że deklarowane 20Hz nie wydaje mi się realne do osiągnięcia (licznik gubi impulsy).
W ramach przegryzania tematu postanowiłem zakupić tanie rozwiązanie z półki tj licznik zdarzeń ze sklepu AVT – kit 3188. Posiada czytelny wyświetlacz „8” LED. Możliwość zliczania góra i dół. Do samego zliczania oczek w taśmie widocznej na zdjęciu użyłem sensora szczelinowego od Arduino. Po podłączeniu całości i pierwszej probie okazuje się że program zawarty w kicie wymaga odwrócenia logiki podawanego sygnału z sensora – tu sprawę załatwił tranzystor NPN BC547. Po dodaniu tego elementu licznik działa prawidłowa z uwagą że deklarowane 20Hz nie wydaje mi się realne do osiągnięcia (licznik gubi impulsy).
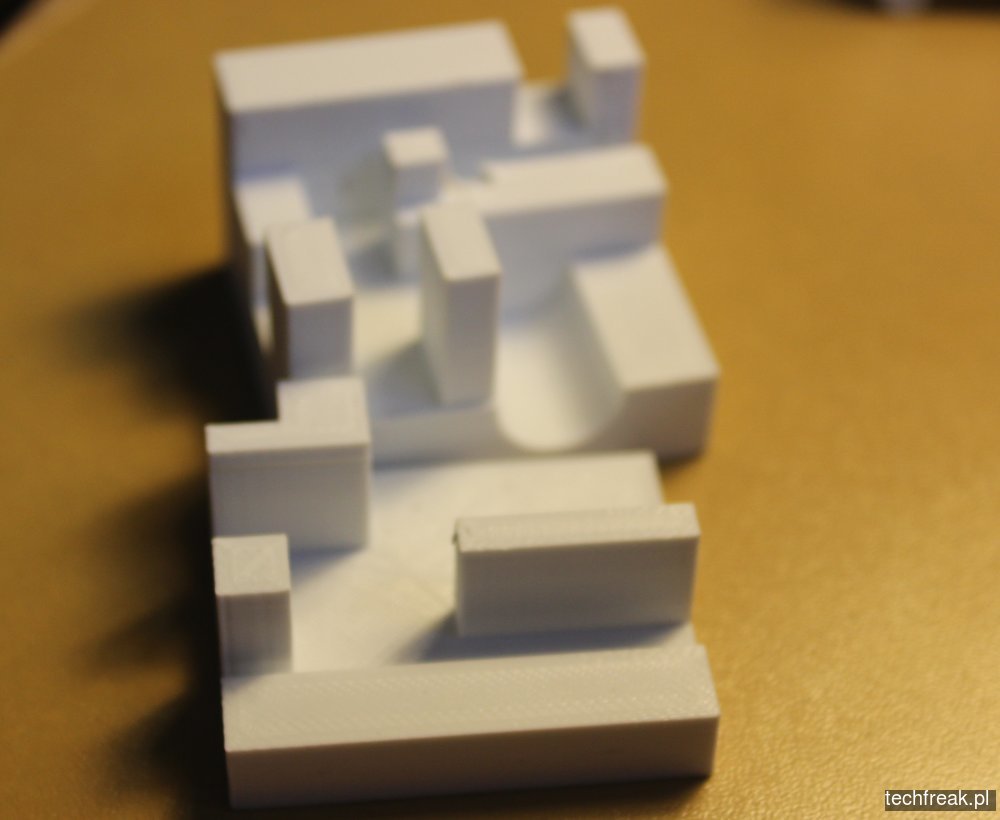 Największym wyzwaniem był projekt mechaniczny odpowiedniej głowicy do zliczania i dobranie silnika. Rozwiązanie mechaniczne przeszło trzy iteracje, Z czego pierwsza nie doczekała się nawet napędu mechanicznego.Kolejna wersja zawierała już miniaturowy silnik z przekładnią metalową – niestety silnik okazał się za słaby oraz w projekcie wymagane było przyklejenie obudowy silnika. Co mimo mojego wysiłku włożonego w poszukiwanie kleju dającego dobre efekty w przypadku klejenia PLA spełzło na niczym. Wersja ta również wymagała lekkiego ręcznego poprawiania szczeliny na taśmę.
Największym wyzwaniem był projekt mechaniczny odpowiedniej głowicy do zliczania i dobranie silnika. Rozwiązanie mechaniczne przeszło trzy iteracje, Z czego pierwsza nie doczekała się nawet napędu mechanicznego.Kolejna wersja zawierała już miniaturowy silnik z przekładnią metalową – niestety silnik okazał się za słaby oraz w projekcie wymagane było przyklejenie obudowy silnika. Co mimo mojego wysiłku włożonego w poszukiwanie kleju dającego dobre efekty w przypadku klejenia PLA spełzło na niczym. Wersja ta również wymagała lekkiego ręcznego poprawiania szczeliny na taśmę.
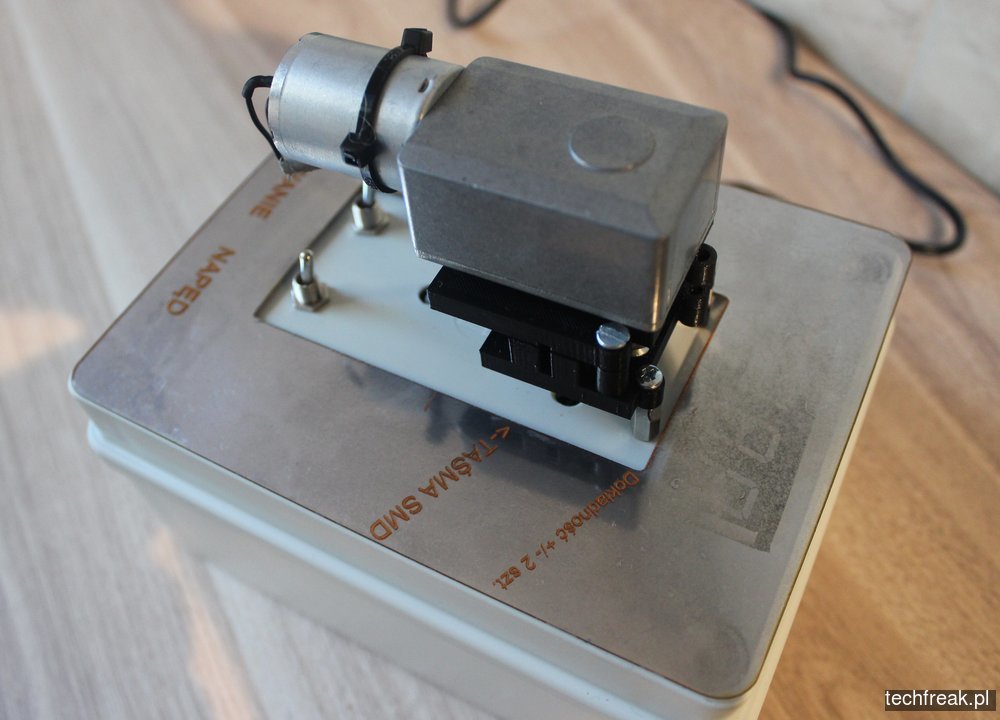
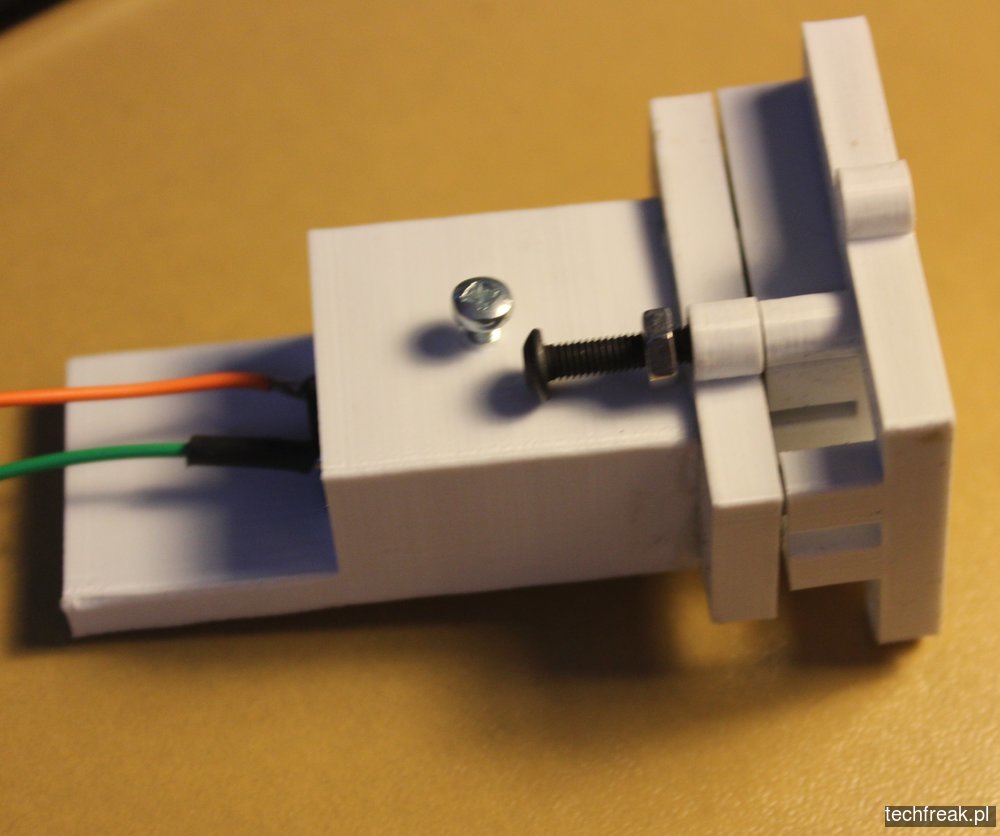 Te przyczyny powodowały że powstała wersja trzecia urządzonka i ona spełnia pokładane założenia – zliczanie komponentów.
Te przyczyny powodowały że powstała wersja trzecia urządzonka i ona spełnia pokładane założenia – zliczanie komponentów.
W celu napędzania taśmy zaprojektowałem prosty wałek wykonany z TPU zakładany bezpośrednio na oś silnika. Jako że pierwszy raz używałem tego typu materiału w swojej drukarce 3D ( Anycubic ) spowodowało to problem – okazuje się że ta drukarka nie za dobrze radzi sobie bez odpowiednich modyfikacji z gumowymi filmanentami. To zdanie kosztowało mnie 3m filmanentu TPU. Kolejny problem to ilość materiału jaki musi zostać wypchnięty z dyszy. U mnie sprawdziło się 115%, prędkość 10mm/s oraz zwiększenie nakładania na siebie wewnętrznego wypełnienia. Ta opcja przydała by się też co do ścian zewnętrznych ale nie udało m się dotrzeć do tego parametru w programie CURA.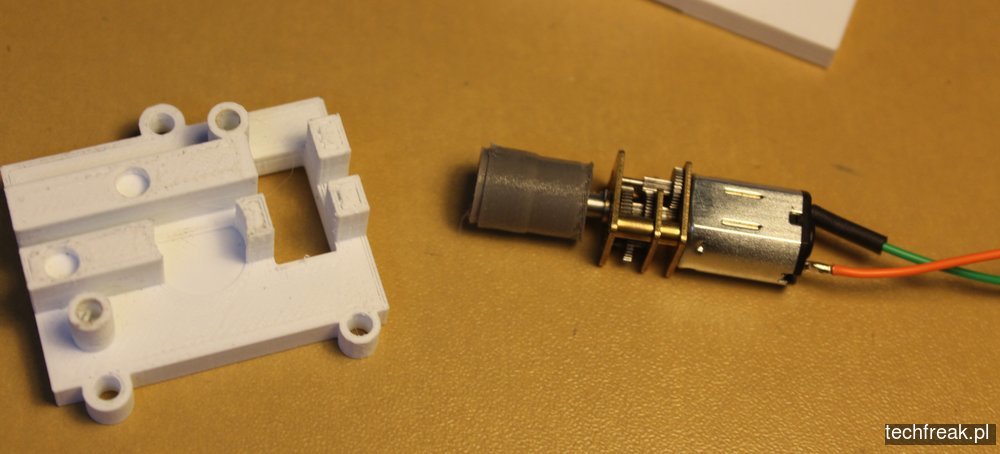
Z poprzedniej wersji nauczyłem się o odpowiednie zadbanie w wymiarach tak aby skurcz materiału po ostygnięciu działał na cześć optymalnie. Ztąd śruby M3 użyte w projekcie nie mają problemu z wkręcaniem się w materiał oraz mają odpowiednią wytrzymałość mechaniczną. Co do silnika napędowego użyłem przyzwoitego jak na swoją cenę silnika firmy ASLONG GY4632-370-37 przystosowanego do pracy na 24V.
Zasilanie układu – uniwersalny zasilacz do laptopa z marketu.
Front panel – tu ciekawostka jako że jest to część wizualna została ona wycięta na laserze i od tyłu pokryta specyfikiem „MIRROR MNIST” jest to bardzo ciekawy spray który faktycznie tworzy powłokę lustrzaną. Tak więc stare pudełko od miernika tzw blister (przeźroczysta gruba folia) przerodziła się w przedni bezel do urządzenia. Tworzywo z którego jest wykonane daje ciekawe zjawisko – opcja grawerowania na laserze CO2 powoduje zmianę jego koloru na brązowy – może jest to jakiś antypalny dodatek do plastyku? Po pokryciu wyciętego detalu na laserze efektem lustrzanym dalej widać ledowe „8” spod spodu.

Po około 30 testach udało mi się ustalić dokładność urządzenia na około +/- 2 komponenty. Błędy w zliczaniu biorą się na końcu taśmy – gdy taśmę trzeba ręcznie wysunąć z urządzenia tu bardzo często sensor nie zlicza komponentów (brak prawidłowego pozycjonowania lub za szybkie wyciągnięcie taśmy) . Finalnie urządzenie posiada na sobie dwa przełączniki, jeden do zerowania a drugi do załączania pracy silnika napędzającego taśmę.